安森美通过制定保证质量和可靠性的四步计划,达到理想的IGBT产品可靠性:
这些质量和可靠性程序,再加上严格的进货检验和出货质量控制检验,使得产品从硅原料到交付服务的整个过程中都保证了质量。
可靠性测试
安森美IGBT经过一系列广泛的可靠性测试以验证一致性。这些测试旨在加速实际应用中遇到的故障机制,从而确保在“真实世界”应用中获得令人满意的可靠性能。
下面介绍安森美的IGBT常规进行的可靠性测试。
高温反向偏置 (HTRB)HTRB测试旨在检查器件在高温下主阻断结处于“反向偏置”条件下的稳定性,作为时间的函数。
对于在结上施加的给定温度和电压,一段时间内的稳定性和漏电流可指出结表面的稳定性。因此,它是器件质量和可靠性的良好指标。
对于IGBT,电压施加在集电极和发射极之间,栅极与发射极短接。ICES、V(BR)CES、IGES、VGE(th) 和 VCE(on)是被监测的直流参数。当漏电流达到如此高的水平以至于功率耗散导致器件进入热失控时,就会发生故障。如果是稳定的器件,漏电流应保持相对恒定,在测试期间只会略有增加。
典型条件:VCE = 最大额定值的 80−100%VGE = 0 V(短路)TA=150°C或Tj最大值持续时间:1,000小时以满足认证要求
高温栅极偏置 (HTGB)HTGB测试的目的是在高温下以最大额定直流偏置电压对栅极氧化物施加电应力。该测试旨在检测由随机氧化物缺陷和离子氧化物污染引起的漂移。
对于IGBT,电压施加在栅极和发射极之间,集电极与发射极短接。IGES、VGE(th)和VCE(on)是被监测的直流参数。任何氧化物缺陷都会导致早期器件故障。
典型条件:VGE=±20V或100%额定 VGEVCE=0(短路)TJ=150°C或TJ最大值持续时间:1,000小时以满足认证要求
高温储存寿命 (HTSL) 测试HTSL测试旨在确定器件的稳定性、承受高温的潜力以及封装的内部制造完整性。尽管器件在现场不会暴露在如此极端的高温下,但该测试的目的是加速在长期储存温度下可能发生的任何故障机制。
测试是通过将器件放在网篮中进行的,然后将其放置在受控环境温度下的高温室中,作为时间的函数。
典型条件:TA=150°C(塑料封装上的温度)持续时间:1,000 小时以满足认证要求
高湿高温反向偏置 (H3TRB)H3TRB测试旨在确定零部件和组成材料对高温/高湿环境中长期运行的综合劣化影响的抵抗力。该测试仅适用于非密封器件。
湿度一直是半导体的传统影响因素,尤其是对于塑料封装器件。大多数与湿气相关的退化直接或间接地由湿气渗透通过钝化材料和表面腐蚀引起。在安森美,通过使用结“钝化”工艺、芯片涂层和适当选择封装材料,成功地解决和控制了这个问题。
典型条件:VCE=最大额定值的80−100%VGE=0(短路)TA=85°CRH=85%持续时间:1,000 小时以满足认证要求
典型条件:VGE≥10V△TJ=100°CRθJC=取决于器件Ton,Toff≥30秒持续时间:10,000−15,000次循环以满足认证要求
无偏高加速压力测试 (UHAST)UHAST旨在通过使器件承受高蒸汽压力来确定器件的防潮性。该测试仅在塑料/环氧树脂封装器件上执行,而不在气密封装(即金属罐器件)上执行。在测试室内,设有一个托盘,将器件放置在离去离子水表面大约两英寸的高度,以防止冷凝水在器件上聚集。在达到适当的温度和大气压力后,这些测试条件将保持至少24小时。然后取出器件并风干。通常监测的参数是漏电流和电压。
典型条件:TA=131°CP=14.7 psiRH=100%持续时间:72小时以满足认证要求
间歇性工作寿命 (IOL)IOL测试的目的是通过开启(器件由于功率耗散而被加热)和关闭(器件由于去除施加的功率而被散热),以模拟“现实世界”环境中通常遇到的操作模式,从而确定芯片和/或封装组件的完整性。
直流电源被施加到器件,直到达到所需的功能温度。然后关闭电源,并施加强制风冷,直到结温降至环境温度。
 (公式1)
(公式1)
 (公式2)(通常,这是一个加速条件)
(公式2)(通常,这是一个加速条件)
 (公式3)
(公式3)
该序列重复指定的循环次数。小心保持温度偏移,以确保结果的可重复性。
间歇性工作寿命测试用于了解芯片与安装表面之间以及芯片与引线接合界面之间的芯片接合界面的热疲劳程度。
对于 IGBT,用于监控性能的参数包括热阻、阈值电压、导通电阻、栅极-发射极漏电流和集电极-发射极漏电流。
当热疲劳导致热阻或导通电阻增加超过制造商数据表中规定的最大值时,就会发生故障。
温度循环 (TC)温度循环测试的目的是确定器件对空气介质中高温和低温偏移的抵抗力以及在这些极端条件下循环的影响。
通过将器件交替放置在高温和低温的单独腔室中来执行测试。各腔室的空气温度通过空气循环保持均匀。腔室具有足够的热容量,以便在将器件转移到腔室后达到指定的环境温度。
每个周期包括暴露在一个极端温度下至少15分钟,然后立即转移到另一个极端温度下至少15分钟;这样就完成了一个循环。请注意,这是极端温度之间的立即转移,因此对器件的压力大于非立即转移。
典型的极端条件:−65/+150°C
循环次数可以与预期应用环境的恶劣程度相关联。业界普遍认为,十个循环足以确定器件的质量。温度循环可以确定由于膨胀系数的差异在器件内部的材料之间产生的任何过度应变。
低温储存寿命 (LTSL) 测试LTSL测试旨在确定器件的稳定性、承受低温的潜力以及封装的内部制造完整性。尽管器件在现场不会暴露在如此极端的低温下,但该测试的目的是加速在长期储存温度下可能发生的任何故障机制。
典型条件:TA=-65°C(塑料封装上的温度)持续时间:1,000小时以满足认证要求
测试是通过将器件放在网篮中进行的,然后将其放置在受控环境温度下的高温室中,作为时间的函数。
稳态工作寿命 (SSOL) 测试SSOL测试旨在确定芯片和/或封装组件在稳态连续工作寿命条件下的完整性。
对于IGBT,用于监控性能的参数包括热阻、阈值电压、导通电阻、栅极-发射极漏电流和集电极-发射极漏电流。
典型条件:VGE≥10 V△TJ=100°CTA=25°C 持续时间:1,000小时以满足认证要求
当热疲劳导致热阻或导通电阻增加超过制造商数据表中规定的最大值时,就会发生故障。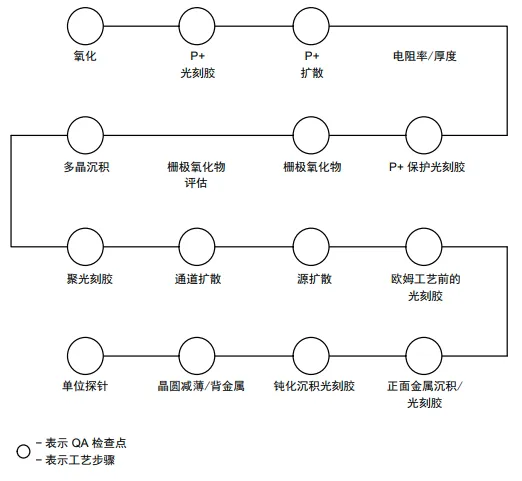
图1.IGBT晶圆制造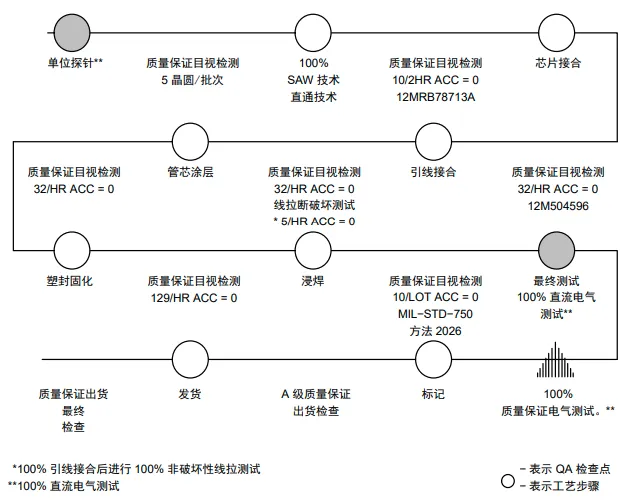
图2.装配工艺流程
环保封装相关测试项目:
每个制造过程都呈现出质量和可靠性的分布情况。必须控制这种分布,以确保高平均值、窄范围和一致的分布形态。这可以通过适当的设计和过程控制来实现,从而减少使用筛选程序来消除分布形态的下尾部分的需要。
加速压力测试本报告中的某些测试远远超过了器件在正常操作条件下所遇到的情况。因此,测试条件“加速”了所涉及的故障机制,并允许安森美能够在比其他方式更短的时间内预测故障率。与温度相关的失效模式由Arrhenius模型表征。
 (公式4)
(公式4)
AF=加速因子
EA=活化能 (eV)
K=波尔兹曼常数 (8.62×10E−5eV/K)
T2=工作温度,K
T1=测试温度,K
因此,等效的器件小时数等于加速因子(由Arrhenius模型确定)乘以实际器件小时数。
数据审查高温反向偏置 (HTRB) 用于确定漏电流的稳定性,这与IGBT的场畸变有关。HTRB 通过高温反向偏置测试来增强故障机制,因此是器件质量和可靠性的良好指标,也可以验证过程控制的有效性。
高温栅极偏置 (HTGB) 旨在检查器件在经加速的高温下的“栅极偏置”正向条件下随时间变化的稳定性。执行此测试以对栅极氧化物施加电应力,以检测由随机氧化物缺陷引起的漂移。这种失效机制以非常低的缺陷率出现在可靠性“浴盆曲线”的早期和随机期。
间歇性工作寿命 (IOL) 是一种出色的加速应力测试,用于确定芯片和/或封装组件在循环开启(器件因功率耗散而被加热)和循环关闭(器件因断电而被散热)时的完整性。这个测试可能是所有测试中最重要的一个,它模拟了“真实世界”环境中通常经历的情况。IOL 会测试芯片接合、引线接合、导通器件、关断器件、关联器件性能并验证所有材料的热膨胀是否兼容。安森美执行广泛的 IOL 测试作为持续的过程控制监测,该测试与整个“器件系统**”相关。安森美还对 Δ 函数温度进行广泛的分析和比较。安森美已经确定,为了有效地对器件施加压力,Δ T
| 上一篇:市场|碳化硅模组封装,我们还能聊什.. | 下一篇:北京车展“秀肌肉”,SiC从不缺席 |

关注微信公众号